دستهبندی: محصولات شرکت صنعتی آما
برچسبها :
E 9018–G–H4: AWS/ASME SFA-5.5 :
E SY 55 76 Mn 1 Ni Mo B H5: DIN 8529 :
E 55 6 Mn 1 NiMo B 4 2 H5: EN 499 :
نماینده رسمی: شرکت صنهعتی آما

E 9018–G–H4
AWS/ASME SFA-5.5 :
E SY 55 76 Mn 1 Ni Mo B H5
DIN 8529 :
E 55 6 Mn 1 NiMo B 4 2 H5
EN 499 :
نماینده رسمی
شرکت صنهعتی آما
لطفاً قبل از خرید جهت استعلام موجودی و قیمت با ما تماس بگیرید
09124209200
فروش الکترود فقط بهصورت بستههای ۲۰ کیلویی امکانپذیر است.
لطفاً قبل از ثبت سفارش، به این موضوع توجه فرمایید
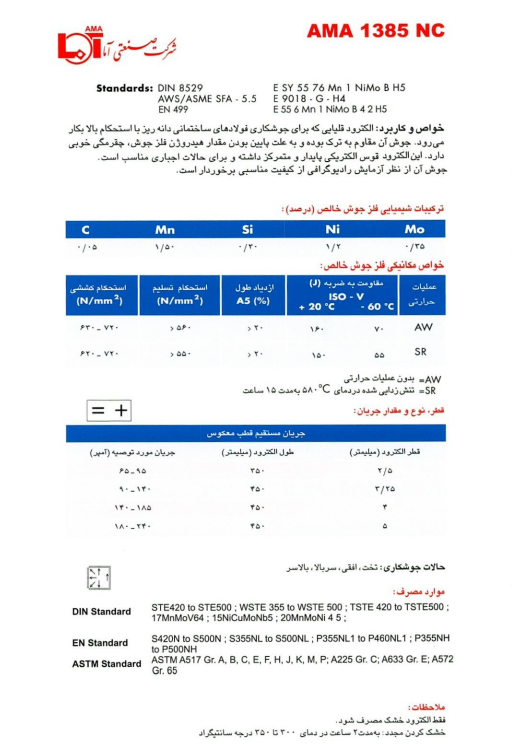
خواص و كاربرد:
الکترود قليايي كه براي جوشكاري فولادهاي ساختماني دانهريز با استحكام بالا بكار ميرود. جوش آن مقاوم به ترك بوده و به علت پايين بودن مقدار هيدروژن فلز جوش، چقرمگي خوبي دارد. اين الكترود قوس الكتريكي پايدار و متمركز داشته و براي حالات اجباري مناسب است. جوش آن از نظر آزمايش راديوگرافي از كيفيت مناسبي برخوردار است.
| C | Mn | Si | Ni | Mo |
|---|---|---|---|---|
| 0.05 | 1.50 | 0.30 | 1.2 | 0.35 |
| استحكام كششی ( N/mm 2 ) |
استحكام تسليم ( N/mm 2 ) |
ازدياد طول A5 (%) |
(J)مقاومت به ضربه ISO - V +20°C -60°C |
عملیات حرارتی |
|---|---|---|---|---|
| 630 - 720 | >560 | >20 | 160 70 | AW |
| 620 - 640 | >550 | >20 | 150 55 | SR |
AW: بدون عمليات حرارتي
SR: تنشزدايي شده در دماي580 درجه سانتيگراد به مدت 15 ساعت

| جريان مستقيم قطب معکوس | ||
|---|---|---|
| قطر الكترود (ميليمتر) | طول الكترود (ميليمتر) | جريان مورد توصيه (آمپر) |
| 2.5 | 350 | 95 – 65 |
| 3.25 | 450 | 140 – 90 |
| 4.0 | 450 | 185 – 140 |
| 5.0 | 450 | 240 – 180 |

حالات جوشکاری: تخت،افقی ، سربالا،بالاسر
| DIN Standard | STE 420 to STE 500; WSTE 355 to WSTE 500; TSTE 420 to TSTE 500; 17MnMoV 6 4; 15NiCuMoNb 5; 20MnMoNi 4 5; . |
| EN Standard | S420N to S500N; S355NL to S500NL; P355NL1 to P640NL1; P355NH to P500NH. |
| ASTM Standard | ASTM A517 Gr. A, B, C, E, F, H, J, K, M, P. A225 Gr. C; A633 Gr. E; A572 Gr. 65 |
الکترود AMA 1385NC یک الکترود قلیایی کمهیدروژن است که برای جوشکاری فولادهای ساختمانی دانهریز با استحکام بالا طراحی شده است. فلز جوش حاصل از این الکترود مقاوم به ترک بوده و به دلیل مقدار کم هیدروژن، چقرمگی مناسبی دارد. این الکترود دارای قوس الکتریکی پایدار و متمرکز است که برای حالات جوشکاری خاص مناسب میباشد.
مشخصات فنی:
نوع پوشش: قلیایی
استانداردها:
AWS/ASME SFA-5.5: E 9018–G–H4
DIN 8529: E SY 55 76 Mn 1 Ni Mo B H5
EN 499: E 55 6 Mn 1 NiMo B 42 H5
قطرهای موجود: 2.5، 3.25، 4 و 5 میلیمتر
خواص و کاربردها:
مقاومت به ترک: جوشهای حاصل از این الکترود مقاوم به ترک هستند.
چقرمگی بالا: به دلیل مقدار کم هیدروژن در فلز جوش، چقرمگی مناسبی دارد.
قوس پایدار: دارای قوس الکتریکی پایدار و متمرکز که برای حالات جوشکاری خاص مناسب است.
کیفیت رادیوگرافی: جوشهای این الکترود از نظر آزمایش رادیوگرافی کیفیت مناسبی دارند.
نکات مهم:
پیشگرمایش و پسگرمایش: برای جلوگیری از ترکخوردگی و بهبود خواص مکانیکی جوش، پیشگرمایش قطعات در دمای ۱۵۰-۲۵۰ درجه سانتیگراد و پسگرمایش در دمای ۶۰۰-۷۰۰ درجه سانتیگراد توصیه میشود.
نگهداری الکترودها: الکترودها باید در محیطهای خشک و دور از رطوبت نگهداری شوند. در صورت جذب رطوبت، قبل از استفاده باید به مدت ۲ ساعت در دمای ۳۰۰-۳۵۰ درجه سانتیگراد خشک شوند.
برای اطلاعات بیشتر و خرید الکترود AMA 1385NC، میتوانید به وبسایت شرکت صنعتی آما مراجعه کنید.