دستهبندی: محصولات شرکت صنعتی آما
برچسبها :
E 8018–G–H4: AWS/ASME SFA-5.5 :
E Y 5076 Mn 1 Ni B H5: DIN 8529 :
E 50 6 Mn 1 Ni B 42 H5: EN 499 :
لطفاً قبل از خرید جهت استعلام موجودی و قیمت با ما تماس بگیرید: 09124209200

در حال بارگزاری...

E 8018–G–H4
AWS/ASME SFA-5.5 :
E Y 5076 Mn 1 Ni B H5
DIN 8529 :
E 50 6 Mn 1 Ni B 42 H5
EN 499 :
لطفاً قبل از خرید جهت استعلام موجودی و قیمت با ما تماس بگیرید
09124209200
نماینده رسمی
شرکت صنعتی آما
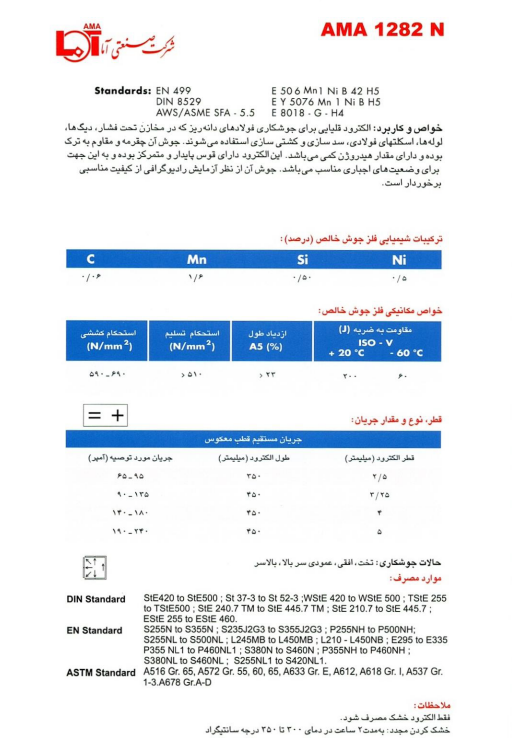
خواص و كاربرد:
الکترود قليايي براي جوشكاري فولادهاي دانهريز كه در مخازن تحت فشار، ديگها، لولهها، اسكلتهاي فولادي، سدسازي و كشتيسازي استفاده ميشوند. جوش آن چقرمه و مقاوم به ترك بوده و داراي مقدار هيدروژن كمي ميباشد. اين الكترود داراي قوس پايدار و متمركز بوده و به اين جهت براي وضعيتهاي اجباري مناسب ميباشد. جوش آن از نظر آزمايش راديوگرافي از كيفيت مناسبي برخوردار است.
| C | Mn | Si | Ni |
|---|---|---|---|
| 0.06 | 1.6 | 0.50 | 0.5 |
| استحكام كششی ( N/mm 2 ) |
استحكام تسليم ( N/mm 2 ) |
ازدياد طول A5 (%) |
(J)مقاومت به ضربه ISO - V +20°C -60°C |
|---|---|---|---|
| 590 - 690 | >510 | >23 | 200 60 |

| جريان مستقيم قطب معکوس | ||
|---|---|---|
| قطر الكترود (ميليمتر) | طول الكترود (ميليمتر) | جريان مورد توصيه (آمپر) |
| 2.5 | 350 | 95 – 65 |
| 3.25 | 450 | 135 – 95 |
| 4.0 | 450 | 180 – 140 |
| 5.0 | 450 | 240 – 190 |

حالات جوشکاری: تخت،افقی ، عمودی سربالا،بالاسر
| DIN Standard | StE 420 to StE 500; St 37-3 to St 52-3; WStE 420 to WStE 500; TStE 255 to TStE 500; StE 240.7 TM to StE 445.7 TM; StE 210.7 to StE 445.7; EStE 255 to EStE 460. |
| EN Standard | S255N to S355N;S235J2G3 to S355J2G3; P255NH to P500NH; S255NL to S500NL; L245MB to L450MB; L210-L450NB; E295 to E335; P355 NL 1 to P460NL1; S380N to S460N; P355NH to P460NH; S380NL to S460NL; S255NL1 to S420NL1. |
| ASTM Standard | A516 Gr.65, A572 Gr.55, 60, 65, A633 Gr. E, A612, A618 Gr. I, A537 Gr. 1-3. A678 Gr. A-D. |
الکترود AMA 1282N یکی از الکترودهای قلیایی کم هیدروژن است که برای جوشکاری فولادهای دانهریز و استحکام بالا طراحی شده است. این الکترود به دلیل ویژگیهای خاص خود، بهویژه در صنایعی که نیاز به جوشهای مقاوم در برابر فشار و تنشهای مکانیکی دارند، بسیار مورد استفاده قرار میگیرد.
ویژگیها و مشخصات فنی الکترود AMA 1282N
✅ ترکیب شیمیایی فلز جوش:
کربن (C): 0.06% - 0.10%
منگنز (Mn): 0.80% - 1.20%
سیلیکون (Si): 0.50% - 0.80%
نیکل (Ni): 1.00%
کروم (Cr): 0.30%
مولیبدن (Mo): 0.10% - 0.20%
فسفر (P): کمتر از 0.02%
گوگرد (S): کمتر از 0.02%
✅ خواص مکانیکی فلز جوش:
استحکام کششی: بالاتر از 570 N/mm²
استحکام تسلیم: بالاتر از 460 N/mm²
ازدیاد طول (A5): بیش از 20%
مقاومت به ضربه:
در دمای 20°C: بیش از 120 J
در دمای -30°C: بیش از 50 J
---
خواص عملکردی الکترود AMA 1282N
✅ مقاومت به ترکهای هیدروژنی:
این الکترود دارای مقاومت عالی در برابر ترکهای هیدروژنی است، که آن را برای جوشکاری فولادهای با استحکام بالا و قطعات حساس مناسب میسازد. این ویژگی بهویژه در شرایطی که جوشها در معرض تنشهای حرارتی و مکانیکی قرار دارند، اهمیت دارد.
✅ قوس الکتریکی پایدار:
الکترود AMA 1282N دارای قوس الکتریکی پایدار و با پاشش کم است، که باعث میشود جوشهای دقیق و با کیفیت بهدست آید. این ویژگی آن را برای جوشکاری در موقعیتهای مختلف، از جمله جوشکاری دستسوز و جوشکاری در موقعیتهای خاص، مناسب میسازد.
✅ کیفیت رادیوگرافی بالا:
جوشهایی که با این الکترود تولید میشوند، از کیفیت رادیوگرافی بسیار خوبی برخوردارند. این ویژگی در صنایعی که نیاز به بررسی دقیق جوشها دارند، مانند صنایع نفت و گاز، پتروشیمی، و هوافضا، بسیار مهم است.
---
کاربردهای صنعتی
✅ صنعت نفت و گاز:
الکترود AMA 1282N در جوشکاری پایپلاینها، مخازن تحت فشار، و لولههای انتقال نفت و گاز بهطور گسترده استفاده میشود. مقاومت بالا در برابر فشار و شرایط سخت محیطی از ویژگیهای این الکترود است که آن را برای این صنایع ایدهآل میکند.
✅ صنایع ساختمانی و سازههای فولادی:
این الکترود برای جوشکاری پلها، برجها، و سازههای فولادی به کار میرود، جایی که استحکام بالا و مقاومت در برابر خوردگی اهمیت دارند.
✅ صنعت کشتیسازی:
در کشتیسازی و جوشکاری قطعات کشتی، این الکترود به دلیل ویژگیهای خاص خود مانند مقاومت به فشار و خوردگی و همچنین مقاومت به ترکهای هیدروژنی کاربرد دارد.
✅ صنایع خودروسازی و ماشینسازی:
الکترود AMA 1282N برای جوشکاری قطعات شاسی خودرو، قطعات موتور و سایر تجهیزات نیازمند جوشهای مقاوم و با استحکام بالا استفاده میشود.
✅ صنایع نیروگاهی و دیگهای بخار:
این الکترود در جوشکاری دیگهای بخار، توربینها، و لولههای نیروگاهی استفاده میشود، جایی که جوشهایی با استحکام بالا و مقاومت در برابر حرارت و فشار زیاد لازم است.
---
نکات نگهداری و استفاده
⚠ پیشگرمایش و پسگرمایش:
قطعاتی که با این الکترود جوشکاری میشوند، باید قبل از جوشکاری در دمای 150-250 درجه سانتیگراد پیشگرمایش شوند.
پس از جوشکاری، برای کاهش تنشهای پسماند و بهبود خواص مکانیکی جوش، باید در دمای 600-700 درجه سانتیگراد پسگرمایش صورت گیرد.
⚠ شرایط نگهداری:
الکترودها باید در محیطهای خشک و دور از رطوبت نگهداری شوند.
در صورت جذب رطوبت، باید الکترودها را به مدت 2 ساعت در دمای 300-350 درجه سانتیگراد خشک کرد.
---
جمعبندی
الکترود AMA 1282N بهعنوان یک الکترود قلیایی کم هیدروژن، برای جوشکاری فولادهای با استحکام بالا، دانهریز و در صنایعی که نیاز به جوشهایی با کیفیت رادیوگرافی عالی دارند، بسیار مناسب است. این الکترود به دلیل خواص برجستهای همچون مقاومت به ترک، قوس پایدار، و استحکام بالا در جوشکاریهای حساس و تحت فشار کاربرد فراوان دارد.
برای اطلاعات بیشتر و خرید این الکترود، میتوانید به وبسایت شرکت صنعتی آما مراجعه کنید.