دستهبندی: محصولات شرکت صنعتی آما
برچسبها :
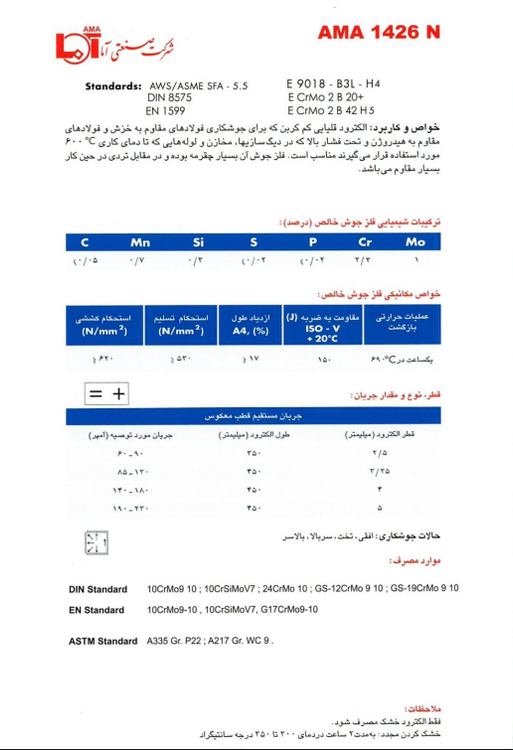
E 90 18– B3L–H4: AWS/ASME SFA – 5.5:
E CrMo 2 B 20+: DIN 8575 :
E CrMo 2 B 42 H5: EN 1599 :
لطفاً قبل از خرید جهت استعلام موجودی و قیمت با ما تماس بگیرید: 09124209200

در حال بارگزاری...

E 90 18– B3L–H4
AWS/ASME SFA – 5.5:
E CrMo 2 B 20+
DIN 8575 :
E CrMo 2 B 42 H5
EN 1599 :
لطفاً قبل از خرید جهت استعلام موجودی و قیمت با ما تماس بگیرید
09124209200
نماینده رسمی
شرکت صنعتی آما
فروش الکترود فقط بهصورت بستههای ۲۰ کیلویی امکانپذیر است.
لطفاً قبل از ثبت سفارش، به این موضوع توجه فرمایید
خواص و كاربرد:
الکترود قلياييكمكربن كه براي جوشكاري فولادهاي مقاوم به خزش و فولادهاي مقاوم به هيدروژن و تحت فشار بالا كه در ديگسازيها، مخازن و لولههايي كه تا دمايكاري600 درجه سانتيگراد مورد استفاده قرار ميگيرند مناسب است. فلز جوش آن بسيار چقرمه بوده و در مقابل تردي در حين كار بسيار مقاوم ميباشد.
| C | Mn | Si | S | P | Cr | Mo |
|---|---|---|---|---|---|---|
| ≤0.05 | 0.7 | 0.3 | ≤0.02 | ≤0.02 | 2.3 | 1 |
| استحكام كششی ( N/mm 2 ) |
استحكام تسليم ( N/mm 2 ) |
ازدياد طول A4 %) |
(J)مقاومت به ضربه ISO - V +20°C |
عملیات حرارتی بازگشت |
|---|---|---|---|---|
| ≥620 | ≥ 530 | ≥17 | 150 | 690°C یک ساعت در |

| جريان مستقيم قطب معکوس | ||
|---|---|---|
| قطر الكترود (ميليمتر) | طول الكترود (ميليمتر) | جريان مورد توصيه (آمپر) |
| 2.5 | 350 | 90 – 60 |
| 3.25 | 450 | 130 – 85 |
| 4.0 | 450 | 180 – 140 |
| 5.0 | 450 | 230 – 190 |

حالات جوشکاری : افقی ،تخت ،سربالا، بالاسر
| DIN Standard | 10CrMo 9 10, 10 CrSiMo V 7, 24 CrMo 10; GS- 12 CrMo 9 10, GS – 19 CrMo 9 10 |
| EN Standard | 10CrMo 9 10, 10 CrSiMo V 7; G17 CrMo 9 10 |
| ASTM Standard | A355 Gr. P22; A217 Gr.WC9. |
الکترود 1426N (AMA 1426N) – بررسی تخصصی و ویژگیهای صنعتی
الکترود AMA 1426N یک الکترود قلیایی (بازی) است که بهطور ویژه برای جوشکاری فولادهای مقاوم به حرارت و خزش طراحی شده است. این الکترود، بهویژه برای جوشکاری فولادهای کروم-مولیبدن با 2.25 درصد کروم و 1 درصد مولیبدن استفاده میشود. ترکیب این دو عنصر باعث افزایش مقاومت فولاد در برابر دماهای بالا، فشار شدید و شرایط کاری سخت میشود.
---
ویژگیهای فنی و ترکیب شیمیایی
✅ ترکیب شیمیایی فلز جوش:
کروم (Cr): حدود 2.25٪ (افزایش مقاومت به حرارت و خوردگی)
مولیبدن (Mo): حدود 1٪ (افزایش استحکام و کاهش شکنندگی در دماهای بالا)
کربن (C): درصد کم برای بهبود خواص جوشکاری و جلوگیری از تشکیل رسوبات کربیدی
منگنز (Mn) و سیلیکون (Si): برای بهبود چقرمگی و کاهش ترکخوردگی
✅ خواص مکانیکی فلز جوش:
استحکام کششی: حدود 700-800 مگاپاسکال
حداقل استحکام تسلیم: حدود 550 مگاپاسکال
افزایش طول (Ductility): بالای 20٪
چقرمگی ضربهای: بسیار مناسب برای دماهای بالا و شرایط پر فشار
✅ طبقهبندی بر اساس استانداردها:
AWS/ASME SFA-5.5: E9018-B3L-H8
DIN EN 1599: E CrMo 2 B 20
---
مزایای الکترود 1426N
✅ مقاومت بالا در برابر حرارت: طراحی این الکترود به گونهای است که در دماهای بالای 500-600°C میتواند بهطور مؤثر عمل کند.
✅ استحکام و چقرمگی بالا: به دلیل ترکیب شیمیایی خاص، این الکترود مقاومت بالایی در برابر خزش و استرسهای مکانیکی دارد.
✅ مقاومت به ترکهای هیدروژنی: این الکترود با روکش قلیایی خود، میزان هیدروژن موجود در فلز جوش را کاهش داده و از ترکهای هیدروژنی جلوگیری میکند.
✅ پایداری قوس الکتریکی عالی: ویژگی دیگری که این الکترود را برای جوشکاریهای دقیق و حرفهای مناسب میکند، پایداری بالای قوس الکتریکی در حین جوشکاری است.
✅ جوشکاری آسان و یکنواخت: جوشکاری با این الکترود موجب تولید درزهای جوش صاف و یکنواخت با حداقل نیاز به تمیزکاری میشود.
---
کاربردهای صنعتی
الکترود 1426N بهطور ویژه در صنایع نیازمند مقاومت به دما و فشار بالا کاربرد دارد. برخی از کاربردهای آن عبارتاند از:
جوشکاری لولهها و تجهیزات در صنایع نفت و گاز که در معرض دماهای بالا و شرایط عملیاتی سخت قرار دارند.
جوشکاری مخازن و بویلرها در نیروگاهها و کارخانههای پتروشیمی.
ساخت و تعمیر قطعات توربینهای بخار و راکتورها.
جوشکاری خطوط لوله انتقال مواد شیمیایی و سیالات داغ.
---
نکات مهم در استفاده و نگهداری
⚠ پیشگرمایش و پسگرمایش:
پیشگرمایش: برای جلوگیری از ترکخوردگی در فلز جوش، پیشگرمایش قطعات معمولاً باید در دمای 150-250°C انجام شود.
پسگرمایش: بهمنظور کاهش تنشهای پسماند، پس از جوشکاری باید پسگرمایش در دمای 600-700°C انجام شود.
⚠ شرایط نگهداری:
این الکترودها باید در محیطهای خشک و دما کنترلشده نگهداری شوند تا از جذب رطوبت جلوگیری شود. در صورت جذب رطوبت، باید الکترودها را در دمای 300-350°C به مدت 2 ساعت خشک کرد.
---
جمعبندی
الکترود 1426N با ویژگیهای ممتاز خود، یک انتخاب عالی برای جوشکاری فولادهای مقاوم به حرارت و تحت فشار است. خواص مکانیکی برجسته، پایداری عالی قوس الکتریکی و مقاومت به ترکهای هیدروژنی این الکترود را به گزینهای ایدهآل برای صنایع نفت، گاز و پتروشیمی و هر محیطی که نیاز به جوشکاری در دماها و فشارهای بالا داشته باشد، تبدیل میکند.
برای اطلاعات بیشتر و خرید الکترود AMA 1426N، میتوانید به وبسایت گروه صنعتی آما مراجعه کنید. #الکترود_1426N