دستهبندی: محصولات شرکت صنعتی آما
برچسبها :
~ E 410Ni Mo-15: AWS/ASME SFA–5.4:
E 13 4 B20+: DIN 8556 :
لطفاً قبل از خرید جهت استعلام موجودی و قیمت با ما تماس بگیرید: 0912409200
E 13 4 B 42: EN 1600 :

~ E 410Ni Mo-15
AWS/ASME SFA–5.4:
E 13 4 B20+
DIN 8556 :
لطفاً قبل از خرید جهت استعلام موجودی و قیمت با ما تماس بگیرید
0912409200
E 13 4 B 42
EN 1600 :
نماینده رسمی
شرکت صنعتی آما
فروش الکترود فقط بهصورت بستههای ۲۰ کیلویی امکانپذیر است.
لطفاً قبل از ثبت سفارش، به این موضوع توجه فرمایید
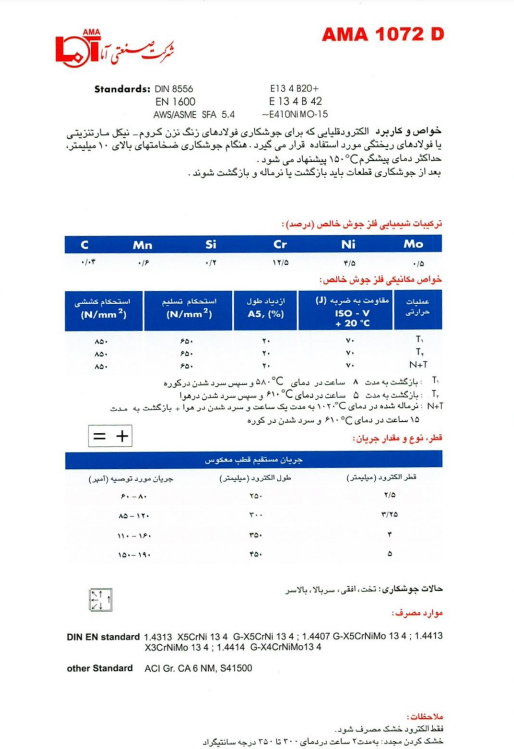
خواص و كاربرد:
الکترود قليايي براي جوشكاري فولادهاي زنگ نزن كروم- نيكل مارتنزيتي يا فولادهاي ريختگي مورد استفاده قرار ميگيرد. هنگام جوشكاري ضخامتهاي بالاي10 ميليمتر، حداكثر دماي پيشگرم 150 درجه سانتيگراد پيشنهاد ميشود. بعد از جوشكاري قطعات بايد بازگشت يا نرماله و بازگشت شوند.
| C | Mn | Si | Cr | Ni | Mo |
|---|---|---|---|---|---|
| 0.04 | 0.6 | 0.2 | 12.5 | 4.5 | 0.5 |
| عملیات حرارتی | استحكام كششی ( N/mm 2 ) |
استحكام تسليم ( N/mm 2 ) |
ازدياد طول A5 (%) |
(J) مقاومت به ضربه ISO - V +20°C |
|---|---|---|---|---|
| T1 | 850 | 650 | 20 | 70 |
| T2 | 850 | 650 | 20 | 70 |
| N+T | 850 | 650 | 20 | 70 |
T1: بازگشت به مدت 8 ساعت در دماي 580 درجه سانتيگراد و سپس سرد شدن در كوره.
T2: بازگشت به مدت 5 ساعت در دماي 610 درجه سانتيگراد و سپس سرد شدن در هوا.
N+T: نرماله شدن در دماي 1020 درجه سانتيگراد به مدت يك ساعت و سرد شدن در هوا + بازگشت به مدت 15 ساعت در دماي 610 درجه سانتيگراد و سرد شدن در كوره.

| جريان مستقيم قطب معکوس | ||
|---|---|---|
| قطر الكترود (ميليمتر) | طول الكترود (ميليمتر) | جريان مورد توصيه (آمپر) |
| 2.5 | 250 | 60– 80 |
| 3.25 | 300 | 85– 120 |
| 4.0 | 350 | 110– 160 |
| 5.0 | 450 | 150– 190 |

حالات جوشکاری :تخت،افقی،سربالا،بالاسر
| DIN EN tandard | 1.4313 X5CrNi 13 4 G -X5CrNi 13 4; 1.4407 G-X5CrNiMo 13 4; 1.4413 X3CrNiMo 13 4; 1.4414 G-X4CrNiMo 134 |
| Other Standard | ACI Gr.CA 6 NM, S41500 |
الکترود 1072D محصولی از شرکت آما است که برای جوشکاری فولادهای زنگنزن کروم-نیکل مارتنزیتی یا فولادهای ریختگی مشابه طراحی شده است. این الکترود با استاندارد E 410NiMo-15 مطابقت دارد و دارای پوشش قلیایی میباشد.
ویژگیهای کلیدی الکترود 1072D:
نوع پوشش: قلیایی
قطرهای موجود: 2.5، 3.25، 4 و 5 میلیمتر
استاندارد: E 410NiMo-15
جنس مفتول: فولادی
کاربرد: مناسب برای جوشکاری فولادهای زنگنزن کروم-نیکل مارتنزیتی یا فولادهای ریختگی
خواص و کاربرد:
این الکترود برای جوشکاری فولادهای زنگنزن کروم-نیکل مارتنزیتی یا فولادهای ریختگی مورد استفاده قرار میگیرد. هنگام جوشکاری ضخامتهای بالای ۱۰ میلیمتر، حداکثر دمای پیشگرم ۱۵۰ درجه سانتیگراد پیشنهاد میشود. بعد از جوشکاری، قطعات باید عملیات حرارتی بازگشت (تمپر) یا نرماله و بازگشت شوند.
ملاحظات جوشکاری:
حالات جوشکاری: تخت، افقی، سربالا، بالاسر
دمای پیشگرم: برای ضخامتهای بالای ۱۰ میلیمتر، حداکثر ۱۵۰ درجه سانتیگراد
عملیات حرارتی پس از جوشکاری:
T1: بازگشت به مدت ۸ ساعت در دمای ۵۸۰ درجه سانتیگراد و سپس سرد شدن در کوره
T2: بازگشت به مدت ۵ ساعت در دمای ۶۱۰ درجه سانتیگراد و سپس سرد شدن در هوا
N + T: نرماله کردن در دمای ۱۰۲۰ درجه سانتیگراد به مدت یک ساعت و سرد شدن در هوا، سپس بازگشت به مدت ۱۵ ساعت در دمای ۶۱۰ درجه سانتیگراد و سرد شدن در کوره
خشک کردن مجدد الکترود: به مدت ۲ ساعت در دمای ۳۰۰ تا ۳۵۰ درجه سانتیگراد
ترکیب شیمیایی فلز جوش (درصد وزنی):
خواص مکانیکی فلز جوش:
استانداردها و معادلها:
AWS/ASME SFA–5.4: E 410NiMo-15
DIN 8556: E 13 4 B20+
EN 1600: E 13 4 B 42
نکات مهم:
استفاده از الکترود خشک توصیه میشود.
در صورت نیاز به خشک کردن مجدد، الکترود را به مدت ۲ ساعت در دمای ۳۰۰ تا ۳۵۰ درجه سانتیگراد قرار دهید.
لطفاً قبل از خرید جهت استعلام موجودی و قیمت با ما تماس بگیرید.09370380300