**با فونت Tahoma برای خوانایی بهتر**
#### **🔍 مشخصات فنی کلیدی**
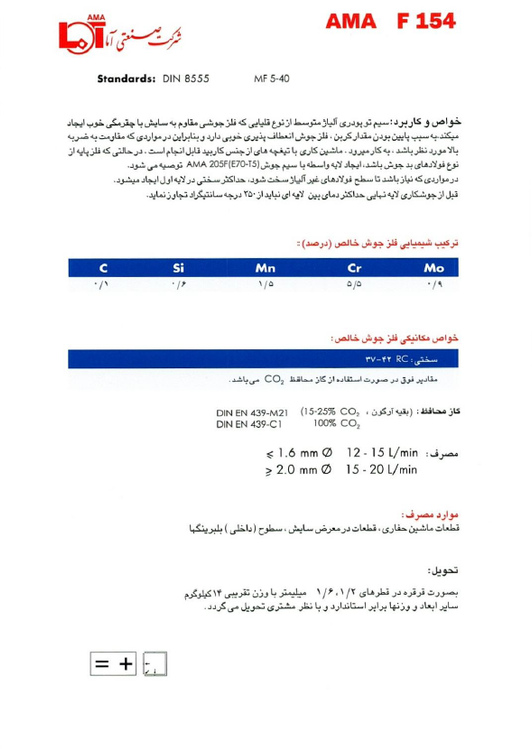
- **ترکیب شیمیایی:**
**Cr:** 25-27% | **Ni:** 7-9% | **Mo:** 3.5-4.5% | **N:** 0.25-0.35%
**PREN (مقاومت به خوردگی حفرهای):** ≥40
- **کاربردهای استراتژیک:**
✅ خطوط لوله زیردریایی
✅ راکتورهای فشار بالا
✅ محیطهای با کلرید شدید
#### **⚙️ پارامترهای جوشکاری بهینه**
| پارامتر | مقدار پیشنهادی |
|-----------------|----------------|
| **گاز محافظ** | Ar + 30%He + 2%CO₂ |
| **جریان (A)** | 220-300 (DC+) |
| **ولتاژ (V)** | 26-32 |
| **سرعت سیم** | 7-10 m/min |
| **پیشگرمایش** | 100-150°C |
#### **📊 نتایج تستهای مکانیکی**
- **استحکام کششی:** 750-800 MPa
- **انرژی ضربه (-60°C):** ≥45 J
- **مقاومت به خوردگی:**
- **CPT (دمای بحرانی حفرهای):** +50°C
- **SCC در آب دریا:** مقاومت نامحدود
#### **⚠️ نکات حیاتی کنترل کیفیت**
1. **بازرسی ذرات:**
- استفاده از **میکروسکوپ SEM** برای بررسی توزیع فازها
2. **آزمون غیرمخرب:**
- **آزمون فراصوت آرایه فازی (PAUT)** با حساسیت 0.3mm
3. **پایش دما:**
- کنترل **دمای بین پاسی** ≤150°C با پیرومتر لیزری
#### **🔧 تنظیمات ربات جوشکار**
```python
def set_F154_params():
params = {
'wire_diameter': 1.2, # mm
'gas_mix': 'Ar+30%He+2%CO₂',
'current': 250, # A
'voltage': 28, # V
'preheat': 120 # °C
}
return params
```
- **"سیم جوش F154 برای محیطهای خورنده شدید"**
- **"تنظیمات جوشکاری فولاد سوپر دوبلکس F154"**
- **"مقایسه F154 با سیمهای دوبلکس دیگر"**
#### **💡 راهکارهای عملی**
- **برای کاهش تخلخل:**
🔹 استفاده از گاز با خلوص **99.999%**
🔹 پیشگرمایش **120-150°C**
- **برای بهبود چقرمگی:**
🔹 کنترل سرعت سردشدن **10-15°C/s**
#### **📞 نیاز به اطلاعات بیشتر دارید؟**
✅ **آنالیز XRD فازها**
✅ **شبیهسازی تنشهای باقیمانده**
✅ **پروتکلهای بازرسی حرفهای**