### **نقد و بررسی سیم جوش توپودری 300M برای جوشکاری با گاز محافظ (FCAW-G)**
#### **مشخصات فنی و کاربردهای کلیدی**
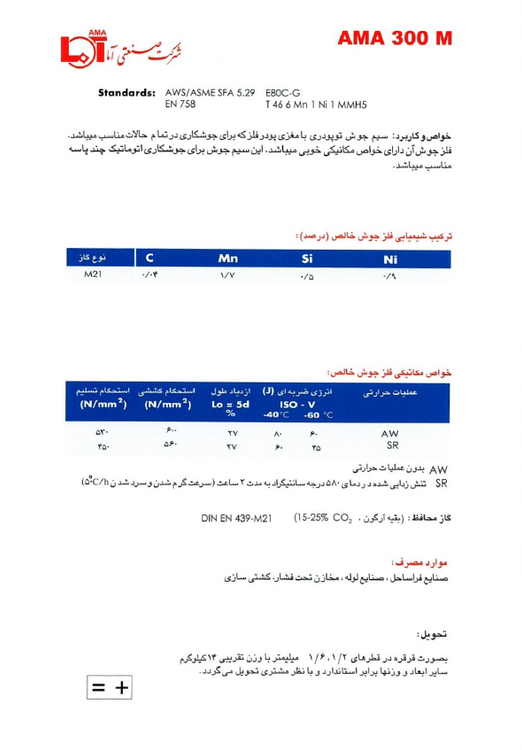
سیم جوش توپودری **300M** یک سیم **فلکس کورد پیشرفته (Advanced Flux-Cored Wire)** است که برای جوشکاری **فولادهای پراستحکام و کمآلیاژ** طراحی شده است. این سیم به طور ویژه برای صنایع **سنگین مانند ساخت جرثقیلها، تجهیزات معدنی، سازههای دریایی و مخازن تحت فشار بالا** کاربرد دارد.
#### **ویژگیهای منحصر به فرد 300M**
✔ **استحکام کششی بسیار بالا** (حدود 700-830 MPa)
✔ **چقرمگی عالی در دمای پایین** (مناسب برای محیطهای سرد)
✔ **راندمان رسوبدهی فوق العاده** (تا 95%)
✔ **پاشش فوق العاده کم** (کمتر از سیمهای معمولی)
✔ **سرباره خودکنده** (جدا شدن آسان)
#### **پارامترهای بهینه جوشکاری**
| پارامتر | مقدار پیشنهادی |
|---------|---------------|
| گاز محافظ | 80%Ar + 20%CO₂ |
| قطر سیم | 1.2mm - 1.6mm |
| جریان (آمپر) | 200-350A |
| ولتاژ | 26-34V |
| سرعت جوشکاری | 30-50 cm/min |
#### **مقایسه با مدلهای مشابه**
- **نسبت به 210M**: استحکام 25% بالاتر، مقاومت بهتر در برابر ضربه
- **نسبت به 205F**: قیمت بالاتر ولی عملکرد در شرایط سخت بهتر
- **نسبت به سیمهای جامد**: سرعت جوشکاری 40% بیشتر
#### **نکات فنی حیاتی**
1. **پیشگرمایش**: برای ضخامتهای بالای 25mm الزامی است (100-150°C)
2. **تمیزکاری**: حذف کامل روغن و آلودگی از سطح کار ضروری است
3. **نگهداری**: بستهبندی باید ضد رطوبت باشد (رطوبت مجاز <0.5%)
🔍 "سیم جوش 300M برای فولاد پراستحکام"
🔍 "تنظیمات جوشکاری با سیم توپودری 300M"
🔍 "مقایسه سیم 300M با 210M و 205F"
🔍 "جوشکاری سازههای سنگین با فلکس کورد 300M"
🔍 "راهنمای جامع استفاده از سیم جوش 300M"
🔍 "بهترین گاز محافظ برای سیم 300M"
🔍 "حل مشکلات جوشکاری با سیم 300M"
🔍 "استحکام ضربهای سیم جوش 300M"
🔍 "جوشکاری عمودی با سیم 300M"
#### **معایب و محدودیتها**
⚠ هزینه بالاتر نسبت به مدلهای پایه
⚠ نیاز به اپراتور با تجربه
⚠ حساسیت به شرایط نگهداری
⚠ محدودیت در جوشکاری صفحات نازک (زیر 3mm)
#### **پیشنهادهای کاربردی**
- برای پروژههای حساس از گاز مخلوط Ar+CO₂ استفاده شود
- در محیطهای باز از محافظ باد استفاده گردد
- برای بهترین نتابع، از مشعل با کیفیت بالا استفاده شود