دستهبندی: محصولات شرکت صنعتی آما
برچسبها :
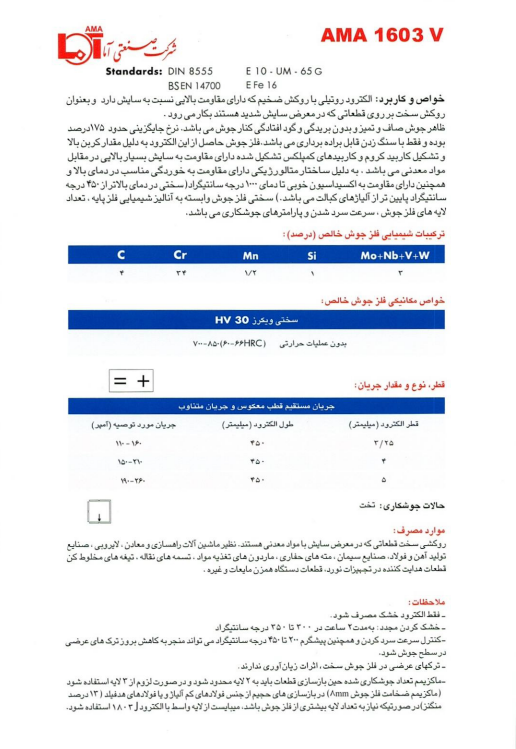
E 10–UM–65-G: DIN 8555 :
E Fe16: BS EN 14700:
لطفاً قبل از خرید جهت استعلام موجودی و قیمت با ما تماس بگیرید: 09124209200
نماینده رسمی: شرکت صنعتی آما
E 10–UM–65-G
DIN 8555 :
E Fe16
BS EN 14700:
لطفاً قبل از خرید جهت استعلام موجودی و قیمت با ما تماس بگیرید
09124209200
نماینده رسمی
شرکت صنعتی آما
فروش الکترود فقط بهصورت بستههای ۲۰ کیلویی امکانپذیر است.
لطفاً قبل از ثبت سفارش، به این موضوع توجه فرمایید
خواص و كاربرد:
الکترود روتيلي با روكش ضخيم كه داراي مقاومت بالايي نسبت به سايش است و بعنوان روكش سخت بر روي قطعاتي كه در معرض سايش شدید هستند بكار ميرود، ظاهر جوش صاف و تميز و بدون بريدگي و گودافتادگي كنار جوش ميباشد. نرخ جایگزینی حدود 175% بوده و فقط با سنگزدن قابل برادهبرداري ميباشد.
فلز جوش حاصل از این الکترود به دلیل مقدار کربن بالا و تشکیل کاربید کروم/ کاربید های کمپلکس تشکیل شده در زمینه آستنیتی دارای مقاومت به سایش بسیار بالایی درمقابل مواد معدنی برخوردار است . به دلیل ساختار متالورژیکی دارای مقاومت به خوردگی مناسب ، پایداری در دمای بالا و همچنین دارای مقاومت به اکسیداسیون خوبی تادمای 1000оC (سختی در دمای بالاتر از 450оC پایین تر از آلیاژ های کبالت می باشد)
سختی فلز جوش وابسته به آنالیز شیمایی فلز پایه ، تعداد لایه های فلز جوش ، سرعت سرد شدن و پارامترهای جوشکاری می باشد .
| C | Cr | Mn | Si | Mo+Nb+V+W |
|---|---|---|---|---|
| 4 | 34 | 1.2 | 1 | 3 |
| سختي ويكرز HV 30 |
|---|
| 700-850(60 - 66 HRC)بدون عملیات حرارتی |

| جريان مستقيم قطب معکوس و جريان متناوب | ||
|---|---|---|
| قطر الكترود (ميليمتر) | طول الكترود (ميليمتر) | جريان مورد توصيه (آمپر) |
| 3.25 | 450 | 160– 110 |
| 4.0 | 450 | 210– 150 |
| 5.0 | 450 | 260– 190 |

حالات جوشکاری : تخت
روكشي سخت قطعاتي كه در معرض سايش با مواد معدني هستند. نظير ماشین آلات راهسازی و معادن ، لایروبی ، صنایع تولید آهن و فولاد ، صنایع سیمان ، مته های حفاری ، ماردون های تغذیه مواد ، تسمههاي نقاله، تيغههاي مخلوطكن ، قطعات هدایت کننده در تجهیزات نورد ، قطعات دستگاه همزن مايعات و غيره.
✅ الکترود جوشکاری آما 1603V یکی از الکترودهای تخصصی برای جوشکاری فولادهای مقاوم به حرارت، سایش و تنش بالا است. این الکترود در صنایع مختلف مانند نفت، گاز، پتروشیمی و نیروگاهها کاربرد دارد و کیفیت جوش بالایی ارائه میدهد.
ویژگیهای الکترود آما 1603V:
✔ نوع الکترود: روکشدار (معمولاً قلیایی یا روتیلی)
✔ کاربرد: جوشکاری فولادهای مقاوم به دما و تنش بالا
✔ موارد استفاده: صنایع نفت، گاز، پتروشیمی، نیروگاهها و سازههای فلزی
✔ مقاومت مکانیکی بالا و دوام در برابر ترکخوردگی
مزایا:
ایجاد جوشی با کیفیت بالا و مقاوم در برابر حرارت و سایش
نفوذ عمیق در فلز پایه برای استحکام بیشتر
پایداری قوس الکتریکی و کاهش میزان پاشش جوش
قابلیت استفاده در شرایط کاری سخت و پرتنش
نحوه استفاده:
مناسب برای جریان DC و AC (بسته به مشخصات الکترود)
نیاز به پیشگرم کردن در برخی کاربردهای خاص
قابل استفاده در وضعیتهای مختلف جوشکاری
🔹 الکترود جوشکاری آما 1603V
🔹 مشخصات الکترود جوشکاری 1603V
🔹 خرید الکترود جوشکاری آما
🔹 بهترین الکترود برای جوشکاری فولاد سخت
🔹 مقایسه الکترودهای جوشکاری صنعتی
🔹 جوشکاری فولاد مقاوم به سایش
🔹 قیمت الکترود جوشکاری آما 1603V
🔹 کاربردهای الکترود آما 1603V
🔹 نحوه استفاده از الکترود 1603V
🔹 تست جوش الکترود 1603V
🔹 ویژگیهای مکانیکی الکترود جوشکاری
🔹 استانداردهای الکترود جوشکاری آما
🔹 نحوه تنظیم دستگاه جوش برای الکترود 1603V
🔹 مشخصات فنی الکترود جوشکاری مقاوم به حرارت
🔹 تفاوت الکترود 1603V با سایر الکترودهای آما
🔹 روش صحیح جوشکاری با الکترود 1603V
🔹 مشکلات رایج در جوشکاری با الکترود 1603V